 Македонски
Македонски English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Денес, ќе разговараме за тоа како да ја изберете дебелината и дизајнот на отворите кога користите SMT матрици.
Избор на дебелина на матрицата SMT и дизајн на отворот
Контролирањето на количината на паста за лемење за време на процесот на печатење SMT е еден од критичните фактори во контролата на квалитетот на процесот на SMT. Количината на паста за лемење е директно поврзана со дебелината на шаблонот на матрицата и обликот и големината на отворите (брзината на гуменот и применетиот притисок исто така имаат одредено влијание); дебелината на шаблонот ја одредува дебелината на моделот на паста за лемење (кои во суштина се исти). Затоа, откако ќе ја изберете дебелината на шаблонот, можете да ги компензирате различните барања за паста за лемење на различни компоненти со соодветно менување на големината на отворот.
Изборот на дебелина на шаблонот треба да се определи врз основа на густината на склопувањето на плочата за печатено коло, големината на компонентите и растојанието помеѓу игличките (или топчињата за лемење). Општо земено, компонентите со поголеми влошки и растојание бараат повеќе паста за лемење, а со тоа и подебел шаблон; обратно, компонентите со помали перничиња и потесен простор (како што се QFP и CSP со тесен чекор) бараат помалку паста за лемење, а со тоа и потенок шаблон.
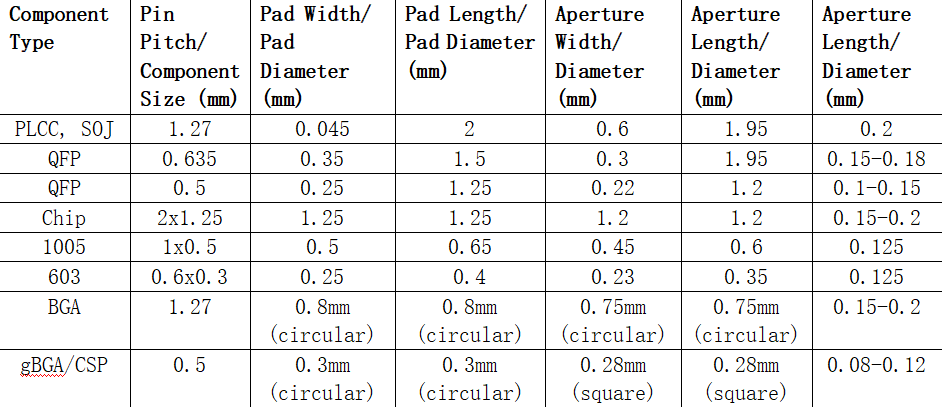
Искуството покажа дека количината на паста за лемење на перничињата на општите SMT компоненти треба да се обезбеди да биде околу 0,8 mg/mm ², {4} околу 0,5 mg/mm ² за компоненти со тесен чекор. Премногу лесно може да доведе до проблеми како што се прекумерна потрошувачка на лемење и премостување на лемењето, додека премалку може да доведе до недоволна потрошувачка на лемење и несоодветна цврстина на заварување. Табелата прикажана на корицата дава соодветни решенија за дизајн на отворот и шаблонот за различни компоненти, кои може да се користат како референца за дизајн.
Ќе научиме други знаења за матрицата PCB SMT во следното ново.
